High-Performance Sheet Metal Stamping Dies
At JSP Brakes, our tool room specializes in building high-yield progressive tooling and single-stage blanking dies. These stamping dies are engineered to stamp out high-tensile inner core plates and heavy-duty steel backing plates with absolute flat tolerances under high-volume automated cycles. By deploying premium tool steel alloys and advanced manufacturing techniques, we guarantee that our stamping dies resist mechanical wear, deflection, and edge chipping, maintaining total dimensional repeatability across millions of strokes.
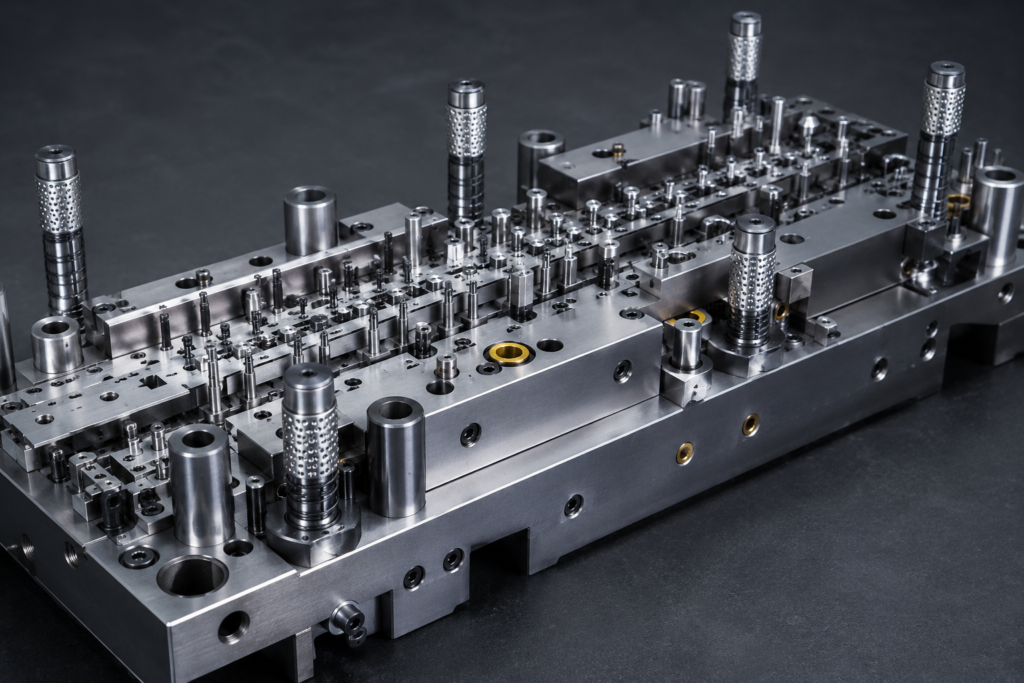
Advanced Progressive Die Architecture
Our engineering desk designs complex multi-station progressive dies that combine piercing, blanking, forming, and coining into a single automated press stroke. This architecture dramatically increases production throughput while drastically reducing part handling errors. We construct stamping dies engineered to handle heavy-gauge structural automotive steels (ranging from 2mm to 6mm+ thickness) without compromising die stability or component flatness tolerances. Our specialized alignment guide pillars and robust die-set configurations ensure perfect punch-to-die clearance monitoring.
Advanced Progressive Sheet Metal Stamping Dies
Our engineering desk designs complex multi-station sheet metal stamping that combine piercing, blanking, forming, and coining into a single automated press stroke. This architecture dramatically increases production throughput while drastically reducing part handling errors. We construct stamping dies engineered to handle heavy-gauge structural automotive steels (ranging from 2mm to 6mm+ thickness) without compromising die stability or component flatness tolerances. Our specialized alignment guide pillars and robust die-set configurations ensure perfect punch-to-die clearance monitoring.0
D2, SKD11 & HWS Alloys
Punches and die inserts are precision-machined from imported high-carbon, high-chromium tool steels like D2 and SKD11. These components undergo computer-controlled vacuum hardening and triple tempering to achieve a robust hardness of 58-62 HRC, maximizing wear resistance.
Heavy-Gauge Forming
Our dies are engineered to consistently process an extensive range of automotive metals, including high-strength low-alloy (HSLA) steels, heavy cold-rolled coils (CRCA), and specialized structural steel grades, maintaining high edge precision without burr formation.
PVD Coating & Nitriding
To maximize punch life and minimize frictional heat buildup during rapid automated cycles, critical working inserts undergo advanced physical vapor deposition (PVD) coating or TiN (Titanium Nitride) treatments, completely eliminating material galling.
High-Precision Tool Room Machining Asset Fleet
Achieving sub-micron clearance tolerances in our sheet metal stamping dies demands state-of-the-art tooling machinery. Our specialized in-house facility utilizes high-speed Wire EDM (Electrical Discharge Machining) units to cut intricate die profiles with extreme profile precision. Backed by CNC precision coordinate jig borers, heavy-duty surface grinders, and rigorous optical profile projection auditing, we machine all die-shoes, strippers, and backing plates under one roof to maintain absolute dimensional stack-up fidelity.
Dedicated Tooling for Core Automotive Friction Line Backings
Our stamping dies form the foundational core of two-wheeler automotive safety and powertrain setups. We design and deliver high-yield, high-tonnage progressive tool layouts explicitly optimized for high-volume manufacturing lines. This includes dedicated tool packages for high-tensile Disc Brake Pad Metal Backing Plates, ensuring absolute flatness to prevent brake drag, as well as high-precision inner core plates for Clutch Plates and Shoe Systems that require absolute rotational balance and torque threshold integrity.

Proactive Die Sharpening & Production Lifecycle Extensions
To prevent punch burrs and component defects, high-volume automated sheet metal stamping dies require structured servicing protocols. JSP Brakes provides full tool refurbishment, precision surface regrinding, and shim adjustments to compensate for die wear. Our tooling technicians execute regular edge-radius inspections, punch replacement setups, and spring cage testing. This proactive maintenance loop ensures that your progressive tooling consistently runs at peak performance, drastically decreasing breakdown downtime on your stamping presses.
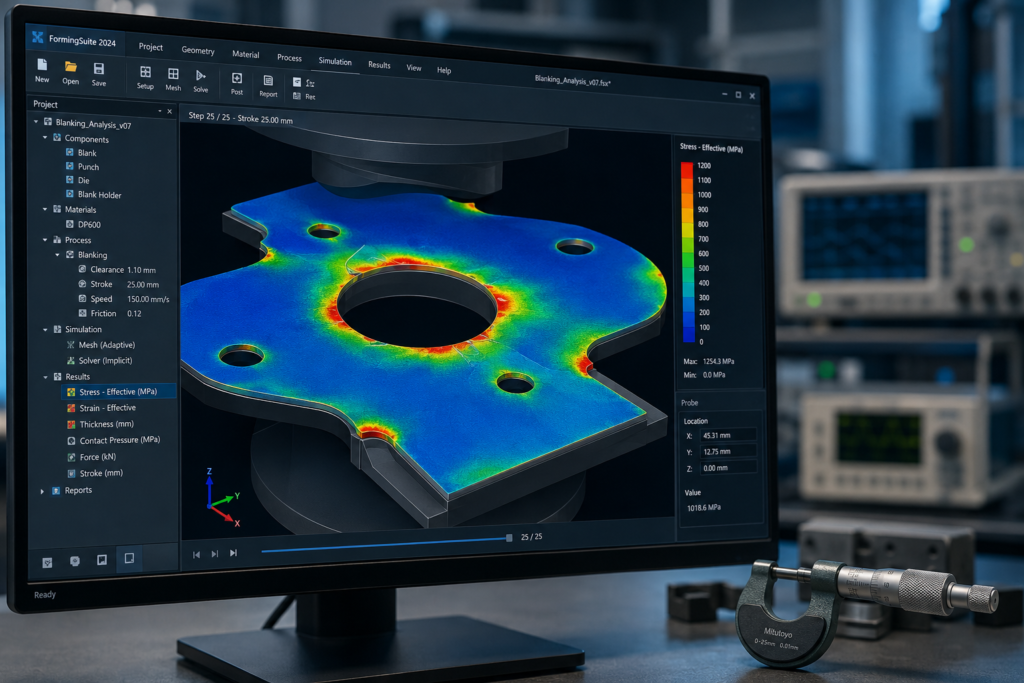
Rigorous Blanking Tolerance Validation
Our tool room operates under a rigid quality poliy. Every newly built sheet metal stamping die undergoes exhaustive press trial validation runs, where sample blanks are thoroughly micro-auditedfor edge burr height, shear zone ratio, and absolute dimensional flatness.
- 100% CMM tracking of die-set alignment stack-up and punch clearances
- Microscopic burr-height auditing on sample stamped blanks (<0.05mm limit)
- Optical profile projector verification for intricate curved profile contours
- Built-in electronic sensors for mis-feed and strip trackingvalidation
Optimize Your Stamping Line with OEM-grade Dies
From complex multi-station progressive layouts to heavy blanking tools, JSP Brakes delivers tier-1 stamping engineering excellence.